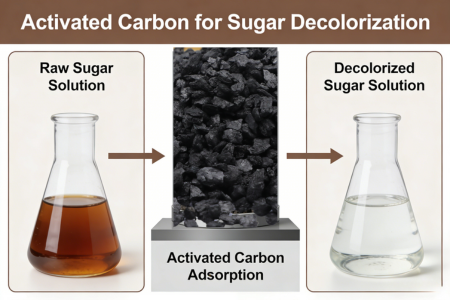
In the sugar industry, sugar decolourisation is the key to determining the quality of the finished sugar, and the appearance and taste of high-quality sugar depends on efficient decolourisation. Activated carbon, as the most widely used and stable decolorant in the field of sugar decolorisation, is the first choice of enterprises because of its strong adsorption property, which can accurately remove pigments, impurities and odours from sugar solution. This article combines practical experience to explain its use, key parameters, selection techniques and common problems, to help enterprises to improve efficiency, reduce costs, and produce high-standard refined sugar.
Sugar decolourisation process, simply put, is the process of removing impurities affecting the quality of sugar solution (such as cane juice, beet juice, crude sugar solution) through physical or chemical methods, and finally obtaining pure, transparent and taste-neutral sugar. The core objective is not only to ‘remove the colour’, but also to remove the natural pigments (such as brown substances brought by molasses), colloids, organic acids, volatile odour substances, etc. in the sugar solution, so as to lay the foundation for the subsequent evaporation and crystallisation processes, and to ensure that the whiteness, purity and taste of the finished product are up to standard.
The key reason why activated carbon can become the core material for sugar decolourisation is its unique porous structure – activated carbon is full of tiny pores and has a large specific surface area, which can act like an adsorption sponge and lock the macromolecular pigments in the sugar solution, This structure can act like an adsorption sponge, firmly locking the large molecules of colour, organic impurities and odours in the sugar solution, without destroying the chemical properties of the sugar itself or introducing new pollutants, thus taking into account both high efficiency and safety.
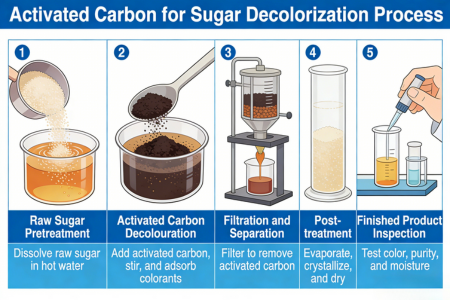
As a whole, the complete process of sugar decolouration can be summarized as follows: raw sugar pretreatment → activated carbon decolouration → filtration and separation → post-treatment → finished product inspection, each link is interlocked, and improper operation of any link will affect the final decolouration effect.
Activated carbon can efficiently adsorb all kinds of pigments (including natural pigments and secondary pigments produced during processing), organic acids and colloidal impurities in sugar liquid, especially the removal effect of molasses pigments is remarkable, which can make the original turbid brown sugar liquid clear and transparent, and the decoloration effect is not easy to be affected by the external environment, and the stability is very strong.
In addition to decolourisation, activated carbon can also simultaneously remove odour substances and undesirable flavours (e.g. microbial activity, miscellaneous flavours generated by high temperature processing) from the sugar solution, so as to make the finished sugar taste purer and more neutral, and at the same time, enhance the whiteness and transparency of the sugar, to satisfy the quality requirements of food-grade and beverage-grade refined sugar.
Activated carbon has the best performance in neutral to weakly alkaline (pH 7.0-8.5) environment, and this range is exactly matched with the natural pH value of the sugar solution, which can give full play to the adsorption effect, but also avoid the degradation of the sugar solution, deterioration, and protection of the quality and stability of sugar.
activated carbon has a relatively low production cost and can be flexibly adjusted according to the scale of production – it can be used for both small batch intermittent production and large-scale continuous production, and is perfectly suited for both cane sugar, beet sugar, glucose and fructose syrup purification, which is extremely practical.
Natural pigments (e.g. melanoidin, caramelin) contained in raw sugar solution (e.g. sugarcane juice, crude sugar solution) are mostly macromolecules, and the pore size of activated carbon can exactly match these macromolecules and adsorb them firmly inside the pores, so as to remove miscellaneous colours, such as brown, yellow, and other miscellaneous colours of the sugar solution, and to achieve the effect of decolourization.
Sugarcane juice and beet juice may contain a small amount of organic acids (e.g. oxalic acid, citric acid), which will lead to sourness and miscellaneous flavours in the finished sugar, affecting the taste. The porous structure of activated carbon can adsorb these organic acids, reducing the acidity of the sugar solution and making the finished sugar taste more neutral.
During the sugar production process, microbial contamination, high temperature processing and other factors may produce bad flavour in the sugar solution, which mostly comes from volatile organic compounds, and activated charcoal can adsorb these volatile substances, eliminating the miscellaneous flavour from the root, and improving the taste purity of the sugar.
Tiny suspended solids and colloidal particles in the sugar solution can lead to turbidity and affect the appearance of the finished sugar. Activated carbon can adsorb these tiny impurities, making the sugar solution clear and transparent, and meeting the appearance requirements of beverage-grade and pharmaceutical-grade refined sugar.
Sugar decolourisation using activated carbon is not simply a matter of ‘adding charcoal and stirring’, but requires following a scientific operating procedure, combined with the control of key parameters, in order to achieve the best results. The following is a detailed step-by-step operation guide, covering the whole process from pre-treatment to finished product inspection, which is suitable for all kinds of sugar production scenarios:
The core purpose of the pre-treatment is to remove large impurities and insoluble substances in the sugar liquid, to avoid the blockage of the pores of the activated carbon by these impurities, which will affect the adsorption effect, and at the same time, reduce the dosage of the activated carbon to lower the production cost. Specific operation is divided into 3 steps:
Dissolve: raw sugar (crude sugar, raw sugar cubes) completely dissolved in the appropriate amount of water, stirring evenly, made of sugar solution, and according to the production demand, adjust the sugar solution of the whiteness, to ensure that the concentration of the sugar solution is uniform, and to lay the foundation for the subsequent decolourisation.
Filtration: Use filter cloth or filter mesh for preliminary filtration to remove large particles of impurities in the sugar solution (e.g. sediment and fibre impurities in the raw sugar), so as to avoid these impurities from entering into the subsequent process and affecting the adsorption efficiency of activated carbon.
Settling: The filtered sugar solution is put into the settling tank to remove the suspended solids and colloidal particles in the sugar solution by gravity settling, so that the sugar solution becomes relatively clear and the adsorption pressure of the subsequent activated carbon is reduced. After the settlement is completed, take the upper layer of clarified sugar solution for the next operation.
Heat the pre-treated clarified sugar solution to 65-85°C. This temperature range is the optimal temperature for activated carbon adsorption – too high a temperature (over 90°C) will lead to degradation and discolouration of the sugar solution, reducing the yield of the finished product; too low a temperature (less than 60°C) will reduce the adsorption activity of activated carbon, affecting the decolourisation effect. If the temperature is too low (below 60℃), it will reduce the adsorption activity of activated carbon and affect the decolouring effect. Continuous stirring is required during the heating process to ensure the temperature of sugar solution is uniform.
According to the turbidity and pigment content of the sugar solution, add an appropriate amount of activated carbon, the general dosage can be referred to as 0.1%-0.5% of the mass of the sugar solution, which can be adjusted according to the actual decolouring demand. Here we need to pay attention to the selection of the type of activated carbon: powder activated carbon is suitable for mass production, and it can be stirred evenly after addition, which is convenient and suitable for small batch production; granular activated carbon is suitable for large-scale continuous production, so that the sugar solution can pass through the granular activated carbon adsorption column to achieve continuous decolourisation, which can effectively improve the production efficiency and reduce the need for manual intervention.
After adding activated carbon, the sugar solution should be stirred adequately, and the stirring speed is recommended to be controlled at 20-30r/min, and the stirring time is recommended to be 5-10 minutes, so as to ensure that the activated carbon is evenly dispersed in the sugar solution. Avoid the situation of ‘partial concentration is too high, partial no carbon’, because this uneven distribution will lead to some areas of the decolouration is not complete, affecting the overall effect. Only when each activated carbon particle can fully contact with the pigments and impurities in the sugar solution can its adsorption performance be maximized and the decolouring efficiency be significantly improved.
After mixing, the contact time between sugar solution and activated carbon should be kept at 10-40 minutes, and the best contact time is 30-45 minutes – if the contact time is too short, the activated carbon can not fully adsorb the impurities, and the decolouring effect is not good; if the contact time is too long, it will increase the production cycle, and it will not improve the decolouring effect, but may lead to the degradation of the sugar solution. It may lead to the degradation of sugar solution.
After the activated carbon is adsorbed, it should be completely separated from the sugar solution to avoid the activated carbon residue affecting the quality of finished sugar. It is divided into two steps, which can be chosen flexibly according to the production demand:
Plate and frame filter or membrane filtration system is used to filter the sugar solution, and the activated carbon particles adsorbed with impurities are completely separated. During the filtration process, the filtration speed should be controlled, so as to avoid the activated carbon particles penetrating through the filter mesh and remaining in the sugar solution as a result of too fast filtration.
If it is necessary to produce beverage-grade, pharmaceutical-grade and other high-purity refined sugar, polishing filtration can be added after the primary filtration to further remove the residual tiny activated carbon particles and fine impurities in the sugar solution, so that the sugar solution can achieve higher transparency and purity.
Fine filtration equipment is adopted to carry out final filtration of the sugar solution, remove the residual tiny impurities and ensure that the sugar solution is clear and transparent. The commonly used fine filtration equipment is tube filter or hollow fibre filter, and the filter material is made of food-grade material to avoid the introduction of secondary pollution. During the filtration process, it is necessary to observe the state of the sugar solution in real time to ensure that there are no visible impurities before proceeding to the next stage.
Through the evaporation equipment, the sugar solution is concentrated to the target concentration to prepare for the subsequent crystallisation process. During the concentration process, the temperature should be controlled to avoid the degradation of the sugar solution, generally the temperature is controlled at 70-85℃, taking into account the concentration efficiency and the quality of the sugar solution. At the same time, the concentration of the sugar solution is monitored in real time to ensure that it reaches the standard concentration required for crystallisation, so as to avoid too high or too low concentration affecting the crystallisation effect.
The concentrated pure sugar solution is put into the crystallisation equipment, and through cooling and evaporation, the sugar solution is crystallised to form high-quality refined sugar. During crystallisation, the cooling speed and stirring frequency should be controlled to make the sugar crystals grow evenly and avoid lumps. After crystallisation, the sugar crystals and mother liquor are separated by centrifugal separation equipment to further enhance the purity of the finished sugar.
We focus on two core indicators, namely colour and purity. Colour is measured accurately with a colourimeter to ensure that the whiteness meets the relevant standards, while purity is tested by HPLC technology to ensure that the sugar content and purity are up to standard. After all the indexes are qualified, the products can be packed and shipped out of the factory, so as to prevent unqualified products from flowing into the market.
The optimal control range is 60-85℃, with priority given to 65-85℃. Here to share a negative case: a sugar factory in the north of China has ignored the temperature control, the sugar solution heated to 90 ℃ for decolouring, resulting in degradation of the sugar solution, not only the effect of decolouring deteriorated, the sugar yield has also dropped significantly, resulting in economic losses. If the temperature is too low, it will reduce the adsorption activity of activated carbon, and if it is too high, it will destroy the sugar solution, so it needs to be controlled precisely.
The optimum range is 7.0-8.5 (neutral to weakly alkaline). This environment significantly improves the adsorption of acidic colours by the activated carbon and prevents degradation of the sugar solution. If the pH of the sugar solution deviates from this range, it can be adjusted with the addition of a conditioner to ensure optimal performance of the activated carbon.
Should not be less than 30 minutes at the minimum and 30-45 minutes at the optimum. According to a practical case of a European beet sugar factory, extending the contact time between activated carbon and sugar solution from 20 minutes to 40 minutes increased the decolourisation rate by 30%, and the transparency of the sugar solution was also significantly improved.
In addition, it should be noted that different types of sugar (e.g. cane sugar, beet sugar) have slightly different requirements for parameters, which need to be flexibly adjusted according to the type of raw material. According to the research data of the sugar laboratory, reasonable control of the above three parameters can improve the decolourisation efficiency of activated carbon by 40-60%, and at the same time reduce the dosage of activated carbon and sugar loss.
The type and specification of activated carbon directly affects the decolourisation effect and production cost. Many enterprises have improperly selected activated carbon, resulting in ‘poor decolourisation effect, high dosage and high cost’. When choosing activated carbon for sugar decolorization, the core of three indicators: adsorption capacity, pore structure, particle size, combined with the scale of production, the following two common types can be directly referred to, suitable for different production scenarios:
The core advantages of this type of activated carbon are large specific surface area, rich microporous structure and fast adsorption speed, which can quickly adsorb a small amount of pigments and impurities in the sugar solution, making the sugar solution become clear quickly. It is suitable for small batch intermittent production, such as food grade glucose, decolourisation of fermentation substrate, cost-effective and convenient operation, and is the first choice for small and medium scale sugar factories.
The advantages of this type of activated carbon are strong adsorption capacity, high abrasion resistance and mechanical strength, stable performance, able to maintain efficient decolourisation effect for a long time in continuous production, and low replacement frequency, which is suitable for large-scale continuous production, such as large-scale sugarcane sugar mills, beet sugar mills, large-scale glucose producers, and it can significantly improve the production efficiency and reduce long-term production costs.
In actual production, there is no need to blindly pursue ‘high-end activated carbon’, but should be combined with their own production scale (small batch/large scale), process type (intermittent/continuous) and decolourisation requirements (ordinary refined sugar/beverage-grade sugar) to make a comprehensive choice, which will not only ensure decolourisation effect, but also control the production cost, and achieve the maximum cost-effectiveness.
|
Comparison Dimension |
||
|
Core Advantages |
Large specific surface area, rich microporous, fast adsorption speed |
Strong adsorption capacity, wear resistance, high mechanical strength, stable performance |
|
Production scale |
Small batch |
Large-scale |
|
Process types |
Intermittent production |
Continuous production |
|
Application Scenarios |
Decolourisation of food grade glucose and fermentation substrate |
Large cane sugar mills, beet sugar mills, large-scale glucose production |
|
Core features |
Cost-effective, easy to operate, preferred by small and medium-sized sugar factories. |
Low replacement frequency, improve production efficiency and reduce long-term cost |
Problem 1: The amount of activated carbon is too large, the production cost is high.
Solution: Optimise the pretreatment of sugar solution, completely remove large impurities and suspended solids, and reduce the adsorption pressure of activated carbon; adjust the temperature, pH value and contact time to give full play to the adsorption efficiency of activated carbon, and avoid waste; accurately calculate the dosage of activated carbon according to the content of impurities in the sugar solution, and avoid over-addition.
Problem 2: Sugar loss is serious during filtration.
Solution: Check whether there is any leakage in the filtration equipment and repair it in time; optimize the filtration medium (e.g. replace more suitable filter mesh and filter cloth) to avoid over-density of filter mesh which leads to clogging and loss of sugar solution; adjust the filtration speed and keep uniform filtration to avoid too fast or too slow which leads to loss of sugar solution.
Problem 3: Activated carbon fine powder residue, filtration clogging.
Solution: Choose activated carbon with appropriate particle size (avoid too fine); optimise pretreatment and primary filtration to remove fine impurities in advance; clean the filtration equipment regularly to avoid clogging of the filter, and reduce the residual fine powder of activated carbon.
It is used for decolouring sugar cane juice and refining crude sugar, removing molasses pigment and impurities in sugar cane juice, and producing high-quality white granulated sugar and white sugar.
Suitable for the decolourisation of beet juice, solving the problem of excessive organic acid and heterochromatic substances in beet juice, and improving the whiteness and taste of beet sugar.
It is used for the decolourisation and decontamination of glucose liquid and fruit glucose syrup, removing the pigment and miscellaneous flavour produced in the production process, and meeting the requirements of the food and beverage industry.
It is used for decolouring of special sugar (such as rock sugar, sugar cube) and food-grade syrups (such as maltose syrup and fructose syrup) to ensure that the products meet the quality standards of food grade and beverage grade, and meet the requirements of high-end food processing.
Activated carbon used for sugar decolourisation must be selected as food-grade products, which strictly comply with international and domestic food safety standards to ensure that the activated carbon itself has no harmful residues (e.g. heavy metals, harmful substances) and will not pollute the sugar solution.
The decolorized sugar solution and finished sugar must undergo strict inspection – the colour is measured by colorimeter to ensure that the whiteness is up to standard; the purity is tested by High Performance Liquid Chromatography (HPLC) to ensure that the sugar content and purity are in line with the standard; and at the same time, we test whether there are any residues of activated charcoal and heavy metals, and we can enter the market only after passing the inspection.
During the production process, it is necessary to ensure that the activated carbon is fully separated from the sugar solution to avoid the activated carbon residue in the finished sugar; the filtration equipment needs to be cleaned and sterilised on a regular basis to avoid microbial contamination; the operators need to strictly follow the operating standards to ensure the hygiene and safety of the production environment.
The use of activated carbon for sugar decolourisation is a key link in the sugar industry to improve product quality and reduce production costs, and its core lies in ‘standardised process, precise parameters and reasonable selection’. From sugar pretreatment to finished product inspection, each link needs to be strictly controlled, especially pay attention to the three core parameters of temperature, pH value and contact time, and at the same time, select the appropriate type of activated carbon according to the production scale, and solve the common problems in the production process in time, in order to give full play to the adsorption advantages of activated carbon.
With the continuous development of the sugar industry, the application of activated carbon is also continuously optimised, and will develop in the direction of more efficient, more environmentally friendly and more economical in the future. We hope that the operation guidelines and industry dry goods in this article can provide practical reference for sugar enterprises, and help them improve the decolourisation efficiency, stabilise the product quality, and take the advantage in the market competition.
