As a porous material with strong adsorption properties, activated carbon has a wide range of applications in industrial production, of which solvent recovery is one of the most representative uses. Among many solvent recovery technologies, activated carbon has become the preferred material for solvent recovery in the industrial field by virtue of its unique structural advantages and excellent adsorption performance. In this article, we will explain in detail the application logic, core advantages, operation process and industry practice of activated carbon in solvent recovery to provide a comprehensive reference guide for related enterprises.
Solvent recovery is to activated carbon as the core medium, the industrial production process used in the recovery of solvents, purification and recycling process, is the key link in industrial production to achieve cost reduction and efficiency, green environmental protection. Simply put, it is the production of solvents lost or discarded re-collected, processed and put into use again to avoid waste of resources and environmental pollution.
For many industrial enterprises, solvent recovery is a necessary prerequisite to maintain the economy of production. In fact, if there is no solvent recovery process, many rely on organic solvents of industrial production (such as chemicals, pharmaceuticals, printing, etc.) will be due to the high cost of raw materials and difficult to sustain operations, solvent recovery has become an important support for the sustainable development of modern industry.
In coating, printing, spraying and other industrial production processes, solvents will be directly volatilised into the air, which is one of the most common forms of solvent loss. As these processes are mostly carried out in an open or semi-open environment, the volatile nature of the solvent leads to the difficulty of its complete retention, which in turn leads to a large number of losses, increasing the cost of raw materials.
cleaning production equipment, solvents will be lost due to two circumstances: one is part of the solvent will remain attached to the inner wall of the equipment, piping and other parts, can not be fully recovered; two is the process of cleaning, the solvent will be the second evaporation, volatilisation into the air. This loss is less than the amount of a single production process evaporation, but long-term frequent cleaning will accumulate to form a considerable waste.
solvents in the tank storage, pipeline transport process, due to tank breathing, pipeline leakage and other issues such as loss. Tank breathing will lead to solvent vapour escape, while the pipeline interface sealing is not tight, aging and other issues will cause solvent leakage, both situations will lead to solvent loss, but also may bring environmental safety hazards.
If solvent recovery measures are not taken, the loss of solvents will bring serious consequences to the enterprise and the environment. From the economic level, solvent loss is directly translated into cost losses, toluene, for example, an annual use of 1,000 tonnes of toluene enterprises, if the loss rate of 15%, according to the market price, will face millions of dollars of economic losses each year; from the environmental level, volatile solvents will be formed VOCs, resulting in atmospheric pollution, with the increasingly stringent environmental protection policy, enterprises will face harsh environmental protection With the increasingly strict environmental protection policies, enterprises will face stringent environmental regulation and huge fines, and may even be forced to stop production and rectification.
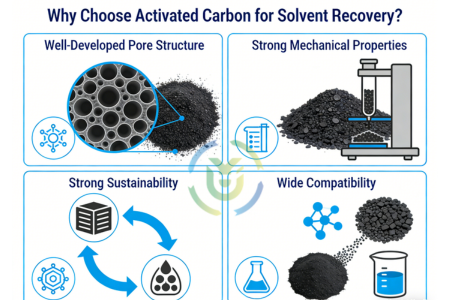
Activated carbon has a well-developed pore structure, reasonable pore size distribution and sufficient pore volume, which is the core foundation for its high efficiency solvent adsorption. Its porous structure is like a dense ‘adsorption network’, which can quickly capture and lock the solvent molecules and greatly improve the adsorption efficiency. At the same time, the scientific pore size design also provides good conditions for the subsequent desorption and regeneration process, ensuring that the adsorption and regeneration process is efficiently connected and the cycle is smooth.
Activated carbon has high hardness, strong abrasion resistance and excellent mechanical stability, which can be well adapted to the continuous operation environment in industrial production. It is not easy to be broken or pulverised during long-term airflow impact and equipment operation, which can effectively avoid the clogging or efficiency decline of the recycling system caused by the loss of activated carbon. This excellent mechanical property not only prolongs the service life of the activated carbon itself, but also reduces the frequency and cost of replacing activated carbon.
The particle diameter of activated carbon can be flexibly adjusted according to the needs of different solvent recovery systems, and has good adaptability. Reasonable particle diameter design can effectively control the pressure drop of the system, reduce the airflow resistance, and ensure the stable and efficient operation of the recovery equipment. At the same time, the appropriate particle size can also optimise the adsorption rate, reduce the energy consumption of the equipment, and further enhance the economy of the entire solvent recovery process.
The activated carbon after adsorption saturation does not need to be discarded directly, but can restore adsorption activity through the desorption and regeneration process to realize reuse, reflecting strong sustainability. After several regeneration processes, the activated carbon can still maintain good adsorption performance, significantly reducing the waste of resources. Even if it reaches the end of its service life and cannot be regenerated, it can be safely disposed of without causing serious burden to the environment, which is in line with the concept of green production.
Activated carbon has good adsorption effect on all kinds of organic solvents, and its compatibility is very wide, which can be adapted to the solvent recovery needs of different industries and processes. Especially for special solvents that are easy to oxidize and highly reactive, activated carbon can maintain stable adsorption performance and will not react with the solvent.
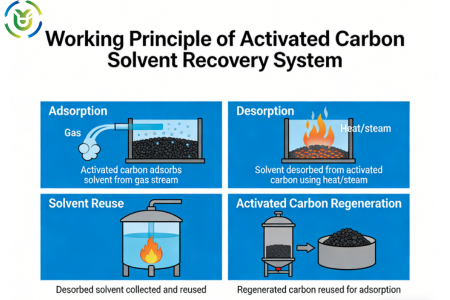
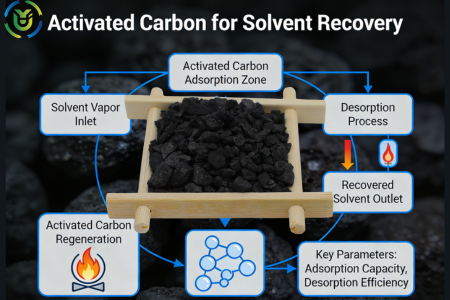
When the waste gas or waste liquid containing solvent passes through the activated carbon adsorption bed, the porous structure of activated carbon will act like a sponge and adsorb the solvent molecules on the surface of activated carbon, so that the solvent can be separated out from the waste gas or waste liquid, thus realising the preliminary recovery of the solvent, and at the same time, purifying the waste gas and waste liquid to meet the requirements of environmental protection emission. At the same time, the waste gas and liquid are purified to meet the requirements of environmental protection. This process does not require complex chemical reaction, only rely on physical adsorption, simple operation, low energy consumption.
When the activated carbon adsorption reaches saturation, the solvent molecules adsorbed on the surface of the activated carbon are desorbed and detached to form a high concentration of solvent vapour by raising the temperature, lowering the pressure or adjusting the environmental medium. Subsequently, through the condensation, distillation and other processes for the separation and purification of the desorbed solvent, to obtain high-purity regeneration solvent, can be directly reintroduced into the industrial production, to achieve the recycling of solvents.
The activated carbon after desorption will completely restore the adsorption activity, can be directly put back into the activated carbon adsorption bed for a new round of solvent adsorption operations, truly realising the cyclic use of activated carbon. This closed-loop recycling process not only significantly reduces the procurement cost of replacing new activated carbon and labour replacement cost, but also effectively reduces the solid waste generated by discarded activated carbon and reduces the pressure of environmental protection treatment. At the same time, the reuse of activated carbon also further enhance the economy of the entire solvent recovery process, taking into account the benefits of environmental protection and production efficiency, in line with the concept of green and sustainable development of modern industry.
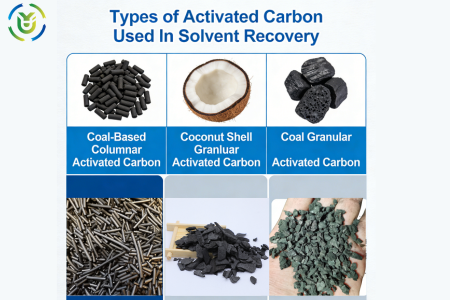
Coal-based columnar activated carbon is made of high-quality coal as raw material through carbonisation, activation and other processes, and is cylindrical in shape, which is a commonly used type of industrial large-scale solvent recovery. Its core features are high mechanical strength, high abrasion resistance, not easy to break, and low pressure drop and air resistance, which can adapt to high airflow, continuous operation of industrial scenarios, and acid and alkali corrosion resistance, long service life, and relatively low cost.
Mainly used in large-scale coating production lines, printing factories, high airflow treatment systems, high concentration solvent recovery scenarios, as well as the need for continuous operation of industrial equipment, can be stable to achieve efficient recovery of large-scale solvents.
Coconut shell granular activated carbon is made of natural coconut shell, processed by special technology, in the form of granule, its core advantage lies in the well-developed microporous structure, large specific surface area, high adsorption capacity, and low content of impurities, good regeneration performance, especially suitable for solvent recovery scenarios with high purity requirements.
Mainly used in fine chemical solvent recovery, small recycling device, the production of solvent purity requirements of high production scenarios, as well as intermittent operation of the production equipment, can effectively recover high-purity solvents to protect product quality.
Coal granular activated carbon is made from high-quality anthracite as raw material, processed by crushing, carbonisation, activation, sieving and other processes, and is in the form of irregular granules, which is a commonly used type of activated carbon for solvent recovery that takes into account both cost-effectiveness and adsorption performance. Its core features are moderate adsorption capacity, mechanical strength is better than ordinary coconut shell granular carbon, and the price is lower than coconut shell activated carbon, acid and alkali resistance, strong resistance to impurity interference ability, suitable for low and medium concentration solvent recovery scenarios.
Mainly used in small and medium-sized chemical enterprises solvent recovery, industrial wastewater solvent purification, low and medium concentration of VOCs treatment, as well as the adsorption efficiency of a certain requirement but the limited budget of the production scenarios, not only to meet the needs of the basic solvent recovery, but also to effectively control the production costs of enterprises, to achieve the maximisation of the price-performance ratio.
|
Activated Carbon Types |
Suitable |
|
Coal-based Columnar Activated Carbon |
Large-scale, high-flow, high-concentration recovery |
|
Coconut Shell Granular Activated Carbon |
High-purity, small-scale, intermittent recovery |
|
Coal-based Granular Activated Carbon |
Small- to medium-sized, low- to medium-concentration, budget-constrained scenarios |
Under normal industrial production conditions, the adsorption temperature is negatively correlated with the adsorption capacity of activated carbon, i.e. the lower the temperature, the better the adsorption performance of activated carbon, a characteristic that originates from the basic principle of physical adsorption. The low temperature environment can effectively slow down the thermal movement rate of solvent molecules, so that they can be more easily captured and adsorbed by the porous structure of activated carbon, which in turn significantly improves the adsorption capacity of activated carbon. Therefore, under the premise of industrial production conditions, the temperature of the adsorption area can be scientifically regulated to optimise the adsorption effect of activated carbon, further improve the overall efficiency of solvent recovery, reduce solvent losses and safeguard the economy of production.
The lower the relative humidity, the better the adsorption effect of activated carbon, because water molecules will compete with solvent molecules for pore adsorption sites of activated carbon. Under high humidity, a large number of water molecules will occupy the porous structure of activated carbon, resulting in solvent molecules can not be effectively adsorbed, thus reducing the recovery efficiency. Therefore, in practical application, it is necessary to pay attention to the control of the humidity of the adsorption environment, to avoid high humidity affecting the adsorption performance of activated carbon, to ensure stable and efficient solvent recovery.
System pressure is one of the important factors affecting the adsorption performance of activated carbon, the higher the pressure, the higher the density of the gas molecules, and the probability of contact with the surface of the activated carbon will also increase. More solvent molecules can quickly enter the pore structure of activated carbon and be adsorbed under pressure, thus increasing the adsorption capacity. Enterprises can reasonably adjust the system pressure according to the actual working conditions of their own production to find the best balance between energy consumption and adsorption effect.
Activated carbon has better adsorption effect on non-polar VOCs, which is closely related to the non-polar surface property of activated carbon itself, and a stronger intermolecular force can be formed between the two. The structure and polarity of solvent molecules are different, and the interaction strength with the surface of activated carbon will also be different, the stronger the polarity of the solvent, the more difficult to be adsorbed by activated carbon. Therefore, when selecting the solvent recovery solution, it is necessary to combine the polarity characteristics of the solvent to determine the suitability of activated carbon.
The characteristics of activated carbon directly determine its adsorption capacity and suitability, among which specific surface area, pore structure and pore size distribution are the most critical. The larger the specific surface area, the wider the contact area between activated carbon and solvent molecules, and the higher the adsorption capacity; while the developed pore structure and reasonable pore size distribution can adapt to different sizes and types of solvent molecules, ensure the adsorption process is efficient and smooth, and further improve the quality and efficiency of solvent recovery.
Recoverable solvents mainly include: ether, acetone, butanone, ethanol, tetrahydrofuran, methylene chloride, which are frequently used in the production of films and sheets and can be efficiently recovered and reused by activated carbon.
The core recyclable solvents are toluene, benzene, trichloroethylene, hexane, which are mostly used in ink blending and printing process, and can be re-injected into the production after recycling, so as to reduce the waste of resources.
The common recoverable solvents are trichloroethylene, trihexane and perchloroethylene, which are mainly used for degreasing metal surfaces. Activated carbon can effectively capture and recover these volatile solvents.
Solvents that can be recovered by activated carbon include: petrol, benzene, toluene. These solvents are indispensable in the synthesis and processing of rubber, and their recovery and reuse can reduce production costs.
The core recoverable solvent is carbon disulphide, which is a key solvent in the production of rayon and viscose yarns, and can be recycled after recovery to reduce environmental pressure.
The main recoverable solvents are: perchloroethylene and fluorinated hydrocarbons, which are commonly used in the purification and refining of chemical reagents, and activated carbon can realise the efficient separation and recovery of these solvents.
Recoverable solvents include ethanol, ketones, hexane, toluene, ethyl ether, dimethyl formamide, which are widely used in the formulation and processing of artificial leather and synthetic fibre production.
Recoverable solvents include: gasoline, hexane, toluene, mainly used in the formulation and modulation of glue and adhesive, and can be put back into use after recycling to improve the production economy.
In the chemical industry, activated carbon solvent recovery technology is widely used, mainly for the recovery of esters, alkanes and other types of organic solvents consumed in the production process. Through the efficient recovery of these solvents, the ineffective loss of raw materials can be greatly reduced, and the cost loss caused by solvent waste can be avoided. At the same time, the recycling of solvents can also reduce the frequency of procurement of new solvents, further compression of production costs, improve production efficiency.
In the electronic manufacturing industry, solvents such as chloroform and ethyl acetate are often used in the cleaning and production of electronic components, and these solvents are not only a waste of resources, but also pollute the production environment if they are directly discharged. Activated carbon can efficiently recover such solvents, and separate and purify them from the production waste liquid and waste gas before putting them back into use, which not only ensures the cleanliness of the electronic production environment, avoids the residual solvent affecting the quality of components, but also realises the recycling of resources.
In the automobile spraying process of the automobile manufacturing industry, a large number of solvents such as acetone and methylene chloride will be used, and such solvents are easy to volatilise and form VOCs, which pollute the atmospheric environment. Activated carbon solvent recovery technology can effectively capture and recover the solvents volatilised during the spraying process, reducing the emission of VOCs, which is in line with today’s stringent environmental protection requirements, and also reduces the cost of solvent consumption.
In the pharmaceutical industry, solvents such as ethanol and methylene chloride are often used in the synthesis and purification of drugs and in the cleaning of production equipment, and solvent residues may affect the quality of drugs and pose safety risks. Activated carbon can accurately recover such solvents and realise recycling and reuse, which not only avoids the influence of solvent residues on the quality of medicines and ensures the safety of medicines, but also reduces the consumption of solvents and helps the enterprise to reduce the production cost.
In the paint and coating industry, solvents such as toluene and xylene are used in the modulation of paint formulas, the cleaning of production equipment and the operation of spray booths, etc. The volatilisation of such solvents will cause air pollution. Through the activated carbon solvent recovery technology, these solvents can be efficiently recovered, purified and put back into production, which not only reduces air pollution and practices the concept of green production, but also realises the recycling of solvent resources and reduces production losses.
In the adhesive formula modulation, coating process and production equipment cleaning process of the adhesive tape manufacturing industry, toluene, hexane and other solvents need to be used, and the large consumption of solvents will increase the production cost of the enterprise. Activated carbon solvent recovery technology can effectively recover such solvents to achieve recycling and reuse, reduce the waste of solvents, reduce the cost of raw material procurement, and further enhance the economy and competitiveness of enterprise production.
Q1: How to choose the right activated carbon for solvent recovery?
A2:Combination of three points: solvent characteristics (coconut shell for high purity, coal-based for high concentration and large scale), equipment conditions (continuous high air flow for column, small intermittent for granular), and cost budget.
Q2: Can all organic solvents be recovered by activated carbon?
A2: Not all of them can. Activated carbon has good adsorption effect on non-polar, low boiling point solvents (e.g. toluene, acetone), and poor adsorption on polar, high boiling point solvents (e.g. ethylene glycol), which need to be used in other ways.
Q3:What is the difference between coal-based column and coconut shell granular activated carbon in solvent recovery?
A3:Coal-based columnar activated carbon has high mechanical strength and low cost, and is suitable for large-scale continuous, high-flow, high-concentration recovery; coconut shell granular activated carbon has well-developed micropores, strong adsorption, and few impurities, and is suitable for high-purity, small-scale intermittent recovery.
Q4:How to maintain and regenerate the activated carbon in solvent recovery?
A4:Daily need to check the adsorption bed pressure drop and efficiency, clean up impurities; regeneration can be thermal desorption, steam desorption, so that the solvent molecules are desorbed, to restore the adsorption activity of the activated carbon can be reused.
Q5: What are the cost advantages of activated carbon solvent recovery over other methods?
A5:Significant advantages: low investment in equipment, simple process; activated carbon can be regenerated, low operating energy consumption and replacement costs; reuse of solvents to reduce procurement costs, but also through the sale of solvents may make a profit.
The application of activated carbon in solvent recovery not only provides an efficient and economical solvent treatment programme for industrial enterprises, but also helps enterprises to achieve a win-win situation of resource recycling and environmental protection, which is an important technical support for the sustainable development of modern industry. With its unique pore structure, excellent adsorption performance, broad compatibility and sustainability, it has become the material of choice in the field of solvent recovery, matching the needs of chemical, pharmaceutical, electronics, printing and other industries.
For industrial enterprises, reasonable selection of activated carbon type, optimise the adsorption and recovery conditions, regeneration and maintenance of standard activated carbon can not only improve the efficiency of solvent recovery and reduce production costs, but also practice the concept of green production and avoid environmental risks. With the continuous tightening of environmental protection policies and the increasingly urgent need for cost reduction and efficiency, activated carbon solvent recovery technology will usher in a wider range of application scenarios, and in the future will also be upgraded through the technology to further improve the recovery efficiency and economy, to provide stronger support for the green transformation of industry.
