In the field of food processing, food-grade activated carbon is the core auxiliary material for decolourisation, deodorisation and removal of impurities in products such as syrups, fruit juices, edible oils and sugars, which is directly related to the colour and taste of food and the safety of consumption. Unlike industrial activated carbon, food-grade activated carbon needs to meet stringent health and safety standards. Once you choose the wrong poor-quality, non-food-grade product, it will not only lead to poor decolourisation and unstable batch quality, but may also introduce contaminants such as heavy metals, pesticide residues, mycotoxins, etc., which will touch the red line of food safety and even violate domestic and international regulatory requirements.
In this article, we will teach you to select safe activated carbon suitable for food decolourisation scenarios from five dimensions: safety compliance, performance parameters, category selection, supplier selection, and key points for avoiding pitfalls, so as to take into account decolourisation efficiency and production compliance, and to help enterprises avoid risks, reduce costs and increase efficiency.

Food-grade activated carbon is activated carbon produced specifically for food contact scenarios, following food safety production norms throughout the process, eliminating harmful impurities and meeting the processing requirements for human food-grade products. It not only achieves basic decolourisation, but also efficiently dechlorinates and removes odours, while adsorbing hidden contaminants such as pesticide residues, heavy metals, mycotoxins, etc., making it a key material in the purification and decontamination of food products.
Cross-Contamination Risk: impurities contained in poor-quality activated carbon can penetrate into food materials, causing safety hazards;
Compliance Risk: unable to pass food regulatory tests such as FDA, EU, etc., resulting in products not being able to be marketed;
Performance Risk: unreasonable pore structure, low decolourisation efficiency, large colour difference between batches, affecting product quality.
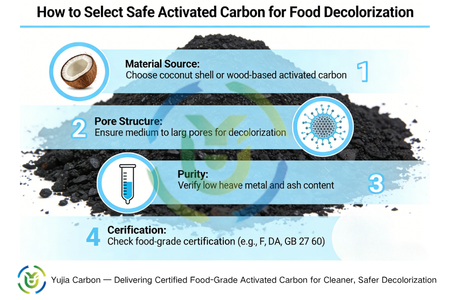
The core of safe shopping is to recognise authoritative certification and reject unqualified products. Qualified food-grade activated carbon must comply with international and domestic food safety regulations, the necessary certificates include: U.S. FDA certification, EU food-grade standards, domestic health permits, and at the same time need to provide third-party test reports, such as SGS, to completely eliminate the risk of impurities exceeding the standard.
Adsorption capacity directly affects the pigment and impurity removal effect, to achieve the best decolourisation efficiency, we need to control the three major process parameters:
The best pH range for decolourisation is 4.5-6.5, which can change the charge state of the pigment molecules and greatly improve the adsorption force. Deviation from this range will lead to a decline in adsorption efficiency, pigment removal is not complete, but also prone to cause batch colour difference problems.
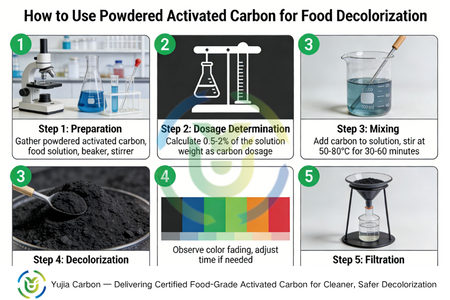
The preferred processing temperature is 35-45℃, which can speed up the molecular movement speed and enhance the rate of decolourisation without destroying the heat-sensitive ingredients. Temperatures over 50°C may result in a faster reaction, but it is easy to damage the food ingredients, which affects the quality and stability of the product.
It is recommended to keep 90 minutes contact time for batch processing, to give the pigment molecules enough time for adsorption and reaction, to ensure complete decolourisation. Compared with the short duration of 30 minutes, the decolourisation efficiency of high sugar syrup can be increased by nearly 40%, which greatly optimises the purification effect. Scale production can also refer to the ICUMSA chromaticity unit to control the batch stability and ensure the same colour in each batch.
The particle size of powdered activated carbon is controlled at 0.1-0.2mm, the particle size makes the specific surface area far more than other types, the adsorption reaction speed is fast and the target is strong. It is particularly suitable for liquid systems with high viscosity such as edible oils and syrups, where it can fully contact and capture suspended pigment molecules. It is mostly used for intermittent decolourisation of small and medium-sized batches, achieving the desired decolourisation and removal of impurities in a short period of time, with a high degree of operational flexibility.
Granular activated carbon (GAC) has a particle size of 0.5-2.5mm, with regular particles and hard texture, low resistance in the filtration process, and is not easy to break and clog the pipeline. It is more suitable for continuous flow production lines such as water purification for sugar and food production, and can achieve uninterrupted decolourisation and purification operations. Strong durability and easy recycling separation, can effectively reduce the cost of consumables for large-scale production and equipment maintenance difficulties.
Extruded activated carbon combines the high adsorption pore structure of powdered charcoal and the mechanical strength of granular charcoal, and has excellent comprehensive performance. It has excellent pigment and impurity adsorption ability, and also has the durability advantage of being resistant to scouring and wear and tear. It is specially designed for continuous food processing scenarios with high volume and high load, and its long-term operational stability is far better than that of ordinary powdered and granular carbon.
Sugar decolourisation is mainly targeted at removing dark impurities such as polyphenols, melanoidins and heat-denatured sugars, so as to improve the clear colour and purity of sugar from the root. This scenario is perfectly suited to the continuous, high-volume production model of the sugar industry with granular activated carbon that has low filtration resistance. Strict control of the decolourisation process parameters also ensures that the colour of the sugar solution is stably controlled within 5 ICUMSA units, guaranteeing a high degree of consistency in batch quality.
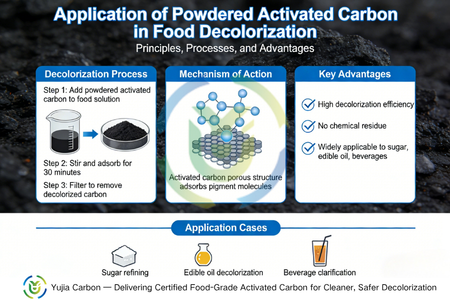
The decolouring of fruit juice and drinks focuses on removing browning pigments, bitter flavour substances and suspended turbid impurities generated by oxidation, so as to restore the true taste of the drinks. The use of powdered activated carbon can achieve efficient and rapid purification without destroying the natural aroma and nutrients of fresh fruit. Combined with the membrane filtration process, it can also completely eliminate the mixing of charcoal powder into the finished product, which greatly improves the translucency of the drink and the drinking experience.
The core of edible oil purification is to remove natural pigments, free fatty acids and odour molecules from oils and fats, so as to improve the taste and appearance of the oil. Powdered activated carbon is more suitable for viscous oil and grease systems, and its pore structure can fully adsorb impurities and remove colour and odour more thoroughly. The transparency of the purified edible oil is significantly improved, and the risk of rancidity can be reduced, effectively extending the shelf life of the oil.
Wine and condiment refining relies on food-grade activated carbon to gently adsorb odours, phenols and excess tannins to optimise flavour levels. The adsorption process does not deplete the original aroma of the wine or condiment, and preserves the original flavour of the product to the greatest extent possible. Precise control of the dosage can make the taste smoother and the overall flavour more harmonious and mellow, to improve the quality of the product.
Low-price, low-quality activated carbon may seem to save money, but in fact, the replacement frequency is high, the decolourisation effect is poor, and the long-term cost is higher. Prefer activated carbon that can be regenerated automatically. According to industry data in 2024, an automated regeneration system can reduce carbon consumption by 18 tonnes per year, saving about $740,000 in costs, while ensuring 98% of the batch’s chromaticity stability.
Powdered Activated Carbon (PAC) has extremely small particles with large specific surface area, rapid adsorption reaction and strong targeting, which can quickly capture the pigment molecules in various types of foodstuffs. It is particularly suitable for short-cycle, high-demand decolourisation processes, and is widely used in sugar, fruit juice, edible oil purification and other scenarios. It is the material of choice for small and medium-sized batches of food processing, and its decolourisation efficiency is much higher than that of conventional granular carbon.
Granular Activated Carbon (GAC) has a large particle size, regular texture, low filtration and separation difficulty, does not cause pipeline clogging, and is perfectly suited for continuous production line operations in food factories. It is easy to operate, durable, in which the coconut shell-based granular carbon adopts renewable raw materials, with outstanding environmental attributes, which can ensure the effect of decolourisation and removal of impurities, and also meet the needs of enterprises for sustainable production.
Sugar processing is recommended to adopt the combined process of ascending flow adsorption column with membrane filtration, which can achieve in-depth decolourisation and purification, and the overall decolourisation rate can reach up to 99.9%. This combination mode can accurately remove polyphenols, melanoidins and other colour-causing impurities in the sugar solution, while ensuring that the purity of the sugar solution is not affected. The whole set of process is suitable for large-scale sugar production line, which can not only improve the efficiency, but also strictly control the colour of the finished product to meet the standard.
The beverage purification process gives priority to the staggered flow filtration design, which not only can efficiently complete the decolourisation and removal of impurities, but also can completely prevent the activated carbon powder from mixing with the finished beverage. This design is completely in line with the FDA food regulatory requirements, to prevent the finished product from impurities precipitation, taste abnormalities and other issues. It is especially suitable for fruit juice, tea, fruit wine and other beverages, and the purified beverages have a higher degree of transparency and a purer flavour.
The production line needs to perform automated backwashing operation every 8-12 hours to maintain the stable operation of the activated carbon adsorption device. Regular backwashing prevents clogging of the filter media and decay of adsorption efficiency, and maintains more than 93% of the initial adsorption capacity in the long term. Regular maintenance not only extends the service life of the equipment, but also ensures the continuity of production and reduces downtime loss.
Scale workshop is recommended to be equipped with UV spectrophotometer to realize real-time online monitoring of decolouring effect and strict control of product colour stability. Through the equipment, the dosage of activated carbon can be precisely controlled at ±2%, which can completely solve the problem of batch colour difference. This set of control methods can make the finished product chromaticity pass rate increased significantly, to meet the needs of high-standard food production.
Choosing non-qualified, non-food-grade activated carbon at a low price is very likely to introduce heavy metals, pesticide residues and other harmful substances and touch the red line of food safety. These poor quality products not only have very poor decolourisation effect, but also result in the finished product failing to pass the regulatory test, causing greater production losses.
Simply judging the quality of activated carbon by its appearance and ignoring the core indexes of pore structure and adsorption capacity will lead to the problems of incomplete pigment adsorption and low decolourisation efficiency. Unable to match the demand for food decolouration, ultimately leading to a large colour difference between batches, the product quality is not up to standard, affecting market sales.
Not combined with the production line filtration equipment selection, it is easy to appear too small particles clogging filter, too large particles adsorption is insufficient, delaying the production schedule. Selection errors will significantly reduce the operating efficiency of the equipment, increase the frequency of downtime maintenance, and increase the overall production costs.
Blindly purchasing without checking the supplier’s certification and test report makes it difficult to control the quality and stability of activated carbon, and there is no guarantee after sale. When encountering problems such as unqualified products and wrong goods, it is impossible to pursue responsibility and defend rights, which brings unnecessary procurement risks to enterprises.
Accept SGS and other third-party testing, port inspection, and dare to disclose quality reports; have complete food-grade certification, transport test reports, self-heating test reports; stable production capacity, strict quality control, and can provide continuous technical support.
Sales staff should be proficient in technical parameters of activated carbon, food safety requirements, familiar with international trade terms such as FOB, CIF, etc., and be able to efficiently docking orders, customs clearance, logistics process, and can quickly respond to solutions in case of urgent problems.
When signing the contract to clarify the third-party inspection, unqualified product returns, refunds and refund provisions to reduce procurement risk, regular high-quality suppliers will actively co-operate with such protection agreement.
The core of choosing food decolourising activated carbon is to firmly grasp the four principles of compliance certification, adsorption performance, particle fit, and supplier reliability, and do not sacrifice food safety due to low prices. Large-scale production can give priority to the choice of renewable, high-precision food-grade carbon, taking into account the decolourisation effect, production costs and compliance requirements. It is recommended to ask for samples before purchasing, conduct small tests, and match your own production process before purchasing in bulk.
Core certificates include FDA certification, EU food-grade standard certification, as well as third-party heavy metal and impurity test reports, and domestic products need to comply with relevant food contact material standards.
Powdered carbon is preferred for batch processing and decolouring of viscous liquids; granular carbon is preferred for continuous production line and high flow rate water treatment. There is no absolute advantage or disadvantage of the two, and it is enough to adapt to the process.
Check the official food-grade certification, third-party test reports, reject the three-no products without qualification and testing, and send your own key indicators for testing if necessary.
Conventional batch processing is recommended 90 minutes, depending on the concentration of syrup, the type of ingredients can be fine-tuned to ensure that the colour is fully adsorbed.
Yes, food-grade coconut shell activated carbon has excellent adsorption performance and renewable raw materials, which is the preferred material for environmentally friendly food decolourisation.
