Waste incineration is a highly efficient way of waste treatment, and while achieving reduction and resourcing, it also faces the serious challenge of pollutant emissions such as dioxins, heavy metals and acid gases, which can threaten human health and damage the ecological environment. Powdered activated carbon (PAC) has become the core solution for waste incineration flue gas purification by virtue of its excellent adsorption performance. In this paper, we will introduce in detail its use, core role and other key content, to provide practical guidance for the waste incineration industry to meet environmental standards.
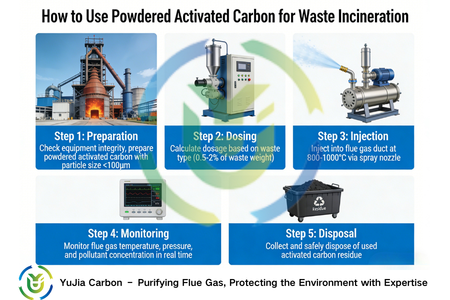
Powdered Activated Carbon (PAC) is a finely ground form of activated carbon, whose most notable feature is its extremely small particle size, usually less than 0.2 mm (200 microns), a feature that makes it distinctly different from the much larger particle size of Granular Activated Carbon (GAC). It is this fine powder state that gives powdered activated carbon its large specific surface area, which in turn significantly improves its adsorption efficiency and reaction kinetics, enabling it to perform specific purification tasks efficiently, especially for the treatment of pollutants in complex systems such as waste incineration flue gases.
|
Comparison Item |
Powdered Activated Carbon (PAC) |
Granular Activated Carbon (GAC) |
|
Particle Size |
Typically less than 0.2 millimeters (200 microns) |
Larger particle size |
|
Specific Surface Area |
Highly effective with excellent adsorption efficiency |
Relatively smaller, with slightly lower adsorption efficiency |
|
Application Scenarios |
Suitable for dynamic flue gas purification in applications such as waste incineration |
Suitable for fixed-bed, static/low-velocity flue gas purification |
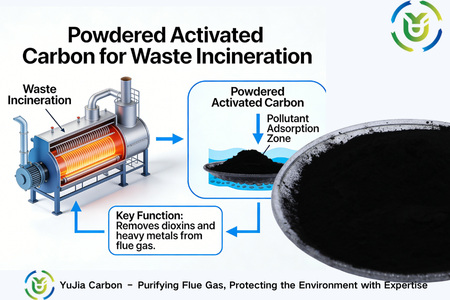
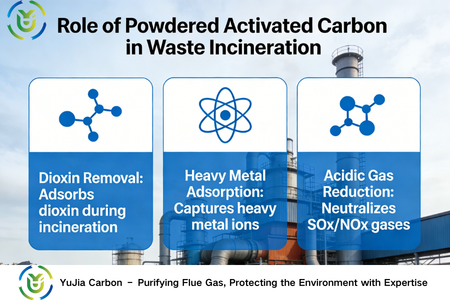
Dioxin is a kind of highly toxic chemical substance produced in the process of waste incineration, which has the characteristics of strong carcinogenicity, teratogenicity and mutagenicity, and is extremely harmful to human health and the ecological environment. Powdered activated carbon is like a ‘super sponge’, which is full of tiny pores and has a huge adsorption surface area. When the flue gas generated by waste incineration passes through the activated carbon layer, the dioxin molecules will be firmly adsorbed in these tiny pores, thus realising the purification of the flue gas, reducing the emission of dioxin into the atmosphere, and safeguarding the safety of the environment.
Rubbish usually contains mercury, lead, cadmium and other heavy metal elements, incineration process, these heavy metals will be discharged with the flue gas, the formation of atmospheric heavy metal pollution. Powdered activated carbon has strong adsorption capacity for heavy metals, and can fix the heavy metal ions in the flue gas on its own surface through both physical adsorption and chemical adsorption. Taking mercury that is easy to volatilise into gaseous state as an example, powdered activated carbon can efficiently capture gaseous mercury and prevent it from entering the atmosphere, thus effectively removing heavy metals and reducing the risk of heavy metal pollution caused by waste incineration.
Acidic gases such as sulphur dioxide and hydrogen chloride will be generated during waste incineration, which will not only corrode incineration equipment, but also form acid rain, damaging the soil and water environment. Powdered activated carbon can be used as an auxiliary purification material, to a certain extent, the adsorption of acidic gas molecules in the flue gas, reduce the concentration of acidic gases in the flue gas, so that the flue gas discharged into the atmosphere is cleaner and less harmful.
Powdered activated carbon is precisely injected into the flue after the flue gas leaves the incineration boiler and before it enters the dust collector. The timing of this step is crucial to ensure that the activated carbon has sufficient contact and reaction time with the flue gas to be purified, and to avoid damage to its adsorption properties by the high temperatures in the boiler. At the same time, this injection node also facilitates the subsequent activated carbon and the dust in the flue gas to be collected by the dust collector together, reducing material waste and secondary pollution.
The core objective of sprayed powdered activated carbon is the targeted adsorption of heavy metals (e.g., volatile mercury) and dioxin-like pollutants in the flue gas, which are extremely hazardous to the environment and the human body. Through efficient adsorption, the emission concentration of these pollutants can be greatly reduced to ensure strict compliance with national and industry-related environmental emission limits, and help waste incineration plants to achieve compliance, green and environmentally friendly emission standards.
To achieve the efficient adsorption effect of powdered activated carbon, two core conditions need to be met. One is to ensure that the powdered activated carbon and the flue gas are evenly mixed, to avoid local concentration is too high or too low, to prevent the uneven mixing of some of the flue gas is not effectively purified. The second is to ensure that the two have sufficient contact time, so that the activated carbon has enough time to capture the pollutants in the flue gas and give full play to its adsorption performance.
After the powdered activated carbon is sprayed into the flue, it will immediately begin to adsorb the target pollutants such as dioxin and mercury in the flue gas, but the adsorption has not yet reached the saturation state. Subsequently, the activated carbon will enter the bag filter together with the flue gas, and adsorbed on the surface of the filter bag, when the flue gas through the filter bag, it will be fully contacted with the activated carbon on the filter bag again, to achieve secondary adsorption, and finally completely remove the target pollutants in the flue gas.
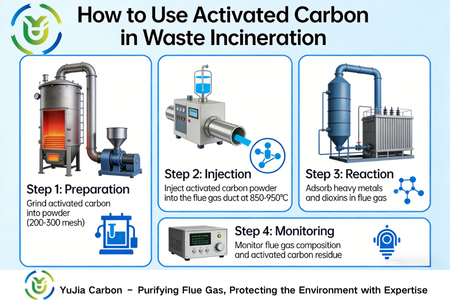
Flue gas temperature is the core factor affecting the adsorption efficiency of powdered activated carbon, usually the best adsorption temperature range of 120-180 ℃. If the temperature is too high (over 200℃), the internal pore structure of activated carbon will be destroyed, which will greatly reduce its adsorption capacity and affect the purification effect; if the temperature is too low, it may lead to the condensation of moisture in the flue gas, which will make the activated carbon agglomerated, thus affecting its mixing efficiency with the flue gas and indirectly reducing the adsorption performance.
Dwell time refers to the contact time between the powdered activated carbon and the flue gas to be purified, which is directly related to the adsorption effect of pollutants. Insufficient residence time will lead to insufficient adsorption of pollutants in the flue gas, which can not meet the emission standards; too long residence time will increase the consumption of materials and processing costs, which need to be reasonably controlled according to the scale of incinerator processing, flue gas flow rate and other actual conditions, to achieve a balance between the effect and cost.
Powdered activated carbon and flue gas mixing uniformity directly affects the adsorption effect, is one of the key factors to protect the quality of purification. If the mixing is not even, there will be local activated carbon concentration is too high and local concentration is too low, resulting in part of the flue gas is not effectively purified, and there is a hidden danger of pollutant emission exceeding the standard. It is necessary to optimise the spraying method, improve the flue design and other means to ensure that the two are fully mixed and contacted evenly.
The filtration efficiency of the bag filter has an important auxiliary role in the adsorption effect of powder activated carbon, which directly affects the final quality of flue gas purification. The surface of the filter bag will adsorb a layer of powdered activated carbon, when the flue gas through the filter bag, this layer of activated carbon will be the second adsorption of pollutants in the flue gas to further enhance the purification effect. If the efficiency of the filtration system is too low, some of the adsorbed pollutants will be discharged with the flue gas, affecting the purification effect and causing material waste.
The flue gas generated by waste incineration has a complex composition and may contain other adsorbable substances in addition to the target pollutants such as dioxins and heavy metals. These substances will compete with the target pollutants adsorption sites of activated carbon, occupy the adsorption space of activated carbon, thus reducing its adsorption efficiency of core pollutants, affecting the flue gas purification of the standard effect, need to pay attention to and control in the practical application.
With its high specific surface area and excellent adsorption performance, powdered activated carbon can quickly adsorb water and combustible gases in rubbish, effectively reducing the difficulty of rubbish incineration and laying a good foundation for the incineration process. At the same time, it can also promote the full decomposition and oxidation of the organic matter in the rubbish, reduce the residue of unburned material, further enhance the overall efficiency of rubbish incineration, and help incineration plants to achieve energy saving and consumption reduction. This feature can also indirectly reduce the generation of pollutants in the incineration process, realising the double improvement of environmental protection and efficiency.
Waste incineration process is prone to produce ammonia, hydrogen sulfide, methane and other malodorous gases, these gases are not only pungent, but also to the surrounding residents’ lives and incineration plant staff’s operations will bring great trouble, and may even endanger the respiratory health of human beings. Powdered activated carbon, with its strong adsorption capacity, can efficiently capture the molecules of such malodorous gases and transform them into stable and harmless compounds, eliminating the odour from the root. This not only significantly improves the incineration plant’s working environment, but also reduces the impact on the surrounding environment and enhances the company’s environmental image.
Due to its wide range of adsorption properties, powdered activated carbon is compatible with and adsorbs a wide range of waste components, eliminating the need for cumbersome waste sorting and screening and greatly simplifying the waste pre-treatment process. This feature not only effectively improves the overall efficiency of waste treatment and reduces the time spent in the pre-treatment process, but also reduces the cost of manual sorting and reduces the labour burden of the staff. At the same time, the simplification of the classification process can also shorten the rubbish treatment cycle, further enhance the overall operational efficiency of the incineration plant, and adapt to the needs of large-scale rubbish treatment.
The most prominent advantage of powdered activated carbon is its high adsorption efficiency, thanks to its large specific surface area and rich internal pore structure. It can efficiently adsorb a variety of pollutants such as dioxins, heavy metals, acid gases and other pollutants in the flue gas of waste incineration, and the adsorption speed is fast, the adsorption capacity is large, and the purification effect is very significant. Whether it is to deal with the conventional emission requirements, or more stringent ultra-low emission standards, powdered activated carbon can easily meet the effective protection of flue gas purification standards.
Powdered activated carbon has strong dosage flexibility in the process of use, and can be dynamically adjusted according to the actual working conditions of waste incineration. Staff can be based on the concentration of pollutants in the flue gas, flue gas flow and other real-time monitoring data, flexible increase or decrease in the amount of powdered activated carbon dosage, not only to ensure that the ideal purification effect can be achieved, but also to avoid the waste of materials due to the dosage of excessive, effectively reducing the processing cost of flue gas purification, to maximize the benefits.
Compared with other high-end flue gas purification equipment, the overall investment cost of powdered activated carbon is relatively low, with a very high cost performance. Its purchase cost is moderate, and the supporting dosing equipment is simple in structure and low in investment, so there is no need to invest a large amount of money in equipment upgrading and reconstruction. This low-cost advantage makes it suitable for waste incineration plants of various scales, especially suitable for small and medium-sized incineration plants with limited funds and in need of environmental protection transformation, which reduces the threshold of environmental protection investment of enterprises.
The application of powdered activated carbon does not require large-scale transformation of existing equipment in waste incineration plants, with strong system compatibility. It can be directly integrated into the existing waste incineration and flue gas filtration system, and can be quickly put into use by adding a simple injection device before the flue gas enters the dust collector. Installation and commissioning process is convenient and efficient, will not affect the normal production and operation of the incineration plant, greatly reducing the cycle of environmental transformation.
In order to regulate the emission of pollutants from waste incineration, countries and regions around the world have formulated strict emission standards, the use of powdered activated carbon need to strictly follow these standards to ensure that the emissions meet the standards, which is also the core premise of waste incineration plant to achieve compliance with the operation of the practice of environmental responsibility.
The European Union’s Industrial Emissions Directive (IED) and the U.S. Environmental Protection Agency’s (EPA) standards are the world’s most influential emission standards for waste incineration, and are of benchmark significance in the global environmental protection field. These two standards for dioxins, heavy metals, acid gases and other types of pollutants emission limits made extremely stringent provisions, not only clear specific numerical requirements, but also the development of supporting monitoring and control measures. They provide scientific environmental protection reference for the global waste incineration industry, guiding waste incineration plants in various countries to optimise the flue gas purification process and improve the level of environmental protection management.
In view of the environmental characteristics of the Asian region and the differences in waste composition, the Asian market has also formulated local emission standards for waste incineration. Different countries and regions combined with their own environmental objectives, ecological carrying capacity and the current situation of waste disposal, the pollutant emission limits have been refined and adjusted to make it more suitable for the local situation. These regional standards take into account both environmental protection requirements and the operational feasibility of local incineration plants, providing a clear basis for the daily operation and environmental control of local waste incineration plants.
With the increasing global environmental awareness and the continuous tightening of environmental protection policies, ‘ultra-low emission’ has become an irreversible development trend in the waste incineration industry, and is also a necessary way for enterprises to achieve sustainable development. Strictly comply with the ultra-low emission requirements, not only can effectively reduce the environmental pollution caused by waste incineration, improve regional air quality, protect the health of the surrounding residents, but also help enterprises to avoid the risk of penalties brought about by the emission of excessive emissions, enhance the environmental image of the enterprise and market competitiveness, and provide a guarantee for the long-term stability of the enterprise’s operations.
Modified activated carbon technology is an important future development direction, the core of which is to focus on enhancing the adsorption capacity of specific pollutants, such as mercury and dioxin, through targeted modification treatment of powdered activated carbon. This technology can further improve the flue gas purification efficiency, so that the powdered activated carbon can better adapt to the increasingly stringent global emission requirements for waste incineration, and provide stronger support for environmental protection to meet the standards.
In the future, we will promote the in-depth integration of powdered activated carbon adsorption technology with other flue gas purification technologies such as desulphurisation and denitrification to build an integrated ultra-low emission system. Through system integration to achieve synergistic removal of a variety of pollutants, breaking the limitations of a single technology, to ensure that waste incineration flue gas emissions can meet the world’s most stringent emission limits, helping the industry to achieve the goal of ultra-low emissions.
Combined with the carbon capture, utilisation and storage (CCUS) technology, the multi-functional application of powdered activated carbon is realised, so that it can efficiently adsorb pollutants in the flue gas while assisting in completing the work of carbon dioxide capture. This trend will help the waste incineration industry to reduce carbon emissions, in line with the global carbon-neutral development goals, and promote the industry’s green and sustainable development.
With the help of IoT, big data and other advanced technologies, the construction of powder activated carbon intelligent dosing system can monitor the changes in the concentration of pollutants in the flue gas in real time and adjust the dosage automatically and accurately. This intelligent control not only improves the flue gas purification efficiency, but also avoids material waste, further reduces the operating costs of the incineration plant, and achieves a win-win situation in terms of efficiency and environmental protection.
Q: What is the optimal amount of powdered activated carbon added in garbage incineration?
A: There is no fixed optimal amount of powdered activated carbon, which depends on factors such as the amount of flue gas, the concentration of pollutants (such as dioxin, mercury) and mixing efficiency. In practical application, the amount is usually dynamically adjusted according to real-time emission data to avoid material waste under the premise of ensuring that the emission meets the standard.
Q: Can powdered activated carbon adsorbed with pollutants in garbage incineration be reused?
A: Under normal circumstances, it is not recommended to reuse the powdered activated carbon used in garbage incineration. After adsorbing pollutants such as dioxin and heavy metals, activated carbon will be mixed with the dust collected by the dust collector and become hazardous waste. If it is reused, it will lead to the second release of pollutants, so special hazardous waste disposal is required.
Q: Is powdered activated carbon suitable for all types of garbage incineration systems?
A: Yes, powdered activated carbon has strong system compatibility and is suitable for most existing garbage incineration systems. Only by adding an injection device in the flue before the flue gas enters the dust collector, it can be integrated into the existing flue gas treatment process without major transformation of the original equipment, and the adaptability is extremely strong.
Q: What is the difference between powdered activated carbon (PAC) and granular activated carbon (GAC) in waste incineration applications?
A: The core difference between the two lies in the particle size and application methods: powdered activated carbon particles are smaller (less than 0.2 mm), with a larger specific surface area, which is suitable for mixing with the flue gas through the jetting method, and realising the rapid adsorption of pollutants in the dynamic flue gas; granular activated carbon particles are larger, which is better suited to be used for fixed-bed adsorption, and is mostly used for the purification of the static or low-flow flue gas, which is far less flexible than the powdered activated carbon in the dynamic flue gas treatment in waste incineration. It is much less flexible than powdered activated carbon in dynamic flue gas treatment of waste incineration.
Powdered activated carbon plays an irreplaceable role in waste incineration flue gas purification by virtue of its excellent adsorption performance, flexible application methods and low investment costs. It not only effectively removes pollutants such as dioxins, heavy metals and acid gases, but also enhances the incineration efficiency, improves the working environment, simplifies the process of rubbish sorting, and helps the rubbish incineration industry to achieve the environmental protection standard and sustainable development. Mastering its correct use, paying attention to the key factors affecting its performance and strictly following the relevant emission standards are the core of giving full play to its purifying effect.
